
Középső nélküli csiszológép ötvözött vezetéklemez
Cat:Szerszámgép alkatrészek
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
TöbbAz üvegesített kötött köbös bór-nitrid (CBN) őrlő kerekek kialakulása megoldást nyújtott a nagy pontosságú kúpcsiszoláshoz. A CBN (köbös bór-nitrid) a gyémánt utáni második legkeményebb anyag, és az üvegesített kötés kiváló hőállóságot és szerkezeti stabilitást eredményez az őrlőkerék számára. A hagyományos csiszolókerékkel összehasonlítva az üvegezett CBN őrlőkerekek alapvető előnyei a következők:
Rendkívül hosszú élettartam: A kopásállóság több mint 100 -szor nagyobb, mint a Corundum őrlő kerekeké, jelentősen csökkentve a szerszámváltozást és az öltözködési időt.
Magas hőstabilitás: Az 1400 ° C -ot meghaladó hőmérsékletek ellenállása, megakadályozva a munkadarab termikus deformációját.
Nagy precíziós visszatartás: Az alacsony csiszoló gabona veszteség biztosítja a hosszú távú, stabil megmunkálási pontosságot.
Nagy hatékonyságú őrlés: A fém eltávolítási arányát 30–50% -kal növeli, ami jelentősen javítja a termelés hatékonyságát.
Az üvegesített CBN őrlőkerekek nagy teljesítményű csiszolószerszámok, amelyek köbös bór-nitrid (CBN) csiszolóanyagból és egy üvegezett iratgyűjtőből készültek. Ez az egyedülálló anyagkombináció kivételes megmunkálási teljesítményt nyújt számukra.
A CBN csiszolóanyagok tulajdonságai
A köbös bór -nitrid (CBN) egy szintetikus szuperharmadi anyag, amelynek kristályszerkezete hasonló a gyémánthoz, amely kovalensen kötött bór- és nitrogénatomokból áll. A CBN csiszolóanyagok a következő kiemelkedő tulajdonságokkal rendelkeznek:
(1) Rendkívül magas keménység és kopásállóság
A mikrokemény elérése elérheti a 4500HV -t, csak a gyémánt (10000HV) és a Corundum (2000HV) több mint kétszerese esetén.
A kopásállóság több mint 100-szoros, a szokásos Corundum csiszolóanyagok, így különösen alkalmas a nagy keménységű anyagok feldolgozására
(2) Kiváló hőstabilitás
Magas hőmérsékleti ellenállás 1400 ° C -ig (a gyémánt 800 ° C -on oxidálódni kezd)
Fenntartja a vágási teljesítményt magas hőmérsékleten, és nem reagál vas alapú fémekkel
(3) Jó kémiai tehetetlenség
Nem reagál kémiailag olyan fémekkel, mint a vas, a nikkel és a kobalt
Különösen alkalmas vasfémek, például edzett acél és nagysebességű acél feldolgozására
Az üvegesített kötés jellemzői
Az üvegesített kötés kulcsfontosságú tényező az őrlőkerekek teljesítményének meghatározásában. Fő jellemzői a következők:
(1) Magas hőállóság
A szinterezési hőmérséklet elérheti az 1200 ° C feletti hőmérsékletet
Stabil mechanikai tulajdonságokat tart fenn a munkaerő -hőmérsékleti tartományon belül
(2) Kiváló merevség
Az elasztikus modulus eléri a 100 gPa feletti
Kis deformáció az őrlés során, ami elősegíti a feldolgozási pontosság fenntartását
(3) Ellenőrzhető porozitás
5% -40% porozitás érhető el a képlet beállításával
A porozitás segíti a chip eltávolítását és hűtését, megakadályozva a munkadarab égési sérüléseit
(4) Jó önszerkesztés
A csiszoló szemcsék a passziváció után időben leeshetnek, új éles élt feltárva
Fenntartja a folyamatos és stabil csiszolási teljesítményt
A kerámia CBN csiszolókerekek egyedi szerkezete
A tipikus kerámia CBN őrlési kerekek többrétegű szerkezeti kialakítást fogadnak el:
(1) csiszoló réteg
A CBN koncentrációja általában 75% -150% (térfogat-frakció)
Abrasive mérettartomány: durva őrlés #80- #120, finom őrlés #400- #2000
(2) átmeneti réteg
Biztosítja a szilárd kötést a csiszoló réteg és a szubsztrát között
A vastagság általában 1-2 mm
(3) Mátrix anyag
Alumíniumötvözet: könnyű, nagysebességű csiszolásra alkalmas
Acélmátrix: nagy merevség, amelyet nehéz terheléshez használnak
A kerámia kötelék előnyei
A kerámia kötés egy szervetlen anyag, amely üvegfázisból és kristályos fázisból áll. Előnyei a következők:
Magas merevség: A deformációnak ellenállása, mint a gyanta vagy a fémkötés, alkalmas nagy pontosságú őrlésre
Magas hőmérsékletű ellenállás: A stabilitást is fenntartja a nagysebességű csiszolás során (120 m/s felett).
Kiváló önzavarás: A tompítás után a csiszolószemcsék eltűnnek, feltárva a frissen élesített élt és fenntartva az élességet.
Összehasonlítás a hagyományos csiszolókerekekkel (Corundum, Diamond stb.)
Teljesítmény -összehasonlítás
A hagyományos csiszolókerékkel összehasonlítva a kerámia CBN őrlőkerekek jelentős előnyöket kínálnak:
| Teljesítmény -előírások | Corundum őrlő kerék | Gyanta-rezin CBN csiszolókerék | Üvegesített CBN őrlőkerék |
| Maximális üzemi hőmérséklet | 800 ° C | 300 ° C | 1400 ° C |
| Csiszolási arány (G-érték) | 10-50 | 200-500 | 500-2000 |
| Maximális lineáris sebesség | 80 m/s | 100 m/s | 160 m/s |
| Dimenziós stabilitás | Igazságos | Jó | Kiváló |
| Öltözködési frekvencia | Magas | Közepes | Alacsony |
A kerékcsiszolás és az egyeztetés
Válassza ki a megfelelő CBN-koncentrációt a munkadarab anyag alapján (a megkeményedett acélhoz 100% -150% ajánlott)
Grit méretválasztási alapelvei:
Durva őrlés: #80- #120
Félfinom őrlés: #150- #240
Finom őrlés: #400 vagy annál magasabb
Kötőanyag -típusú kiválasztás (üvegfázis/mikrokristályos kerámia)
Telepítési előírások
Használjon dedikált karimát az egyenletesen elosztott szorítóerő biztosításához
A telepítés után dinamikus kiegyensúlyozásra van szükség (fennmaradó egyensúlyhiány ≤ 0,4 g · mm/kg)
Végezzen el egy alapjáratú futtatási tesztet a kezdeti használat előtt (3 0 perc, majd fokozatosan növelje a sebességet a működési sebességre)
Paraméter beállítása kulcspontok
Lineáris sebességszabályozás:
Acél: 80-120 m/s
Karbid: 60-100 m/s
A takarmány -sebesség kiválasztása:
Durva őrlés: 0,01-0,03 mm/stroke
Finom őrlés: 0,002-0,01 mm/stroke
Spark Clearing Times: Végezzen legalább három szikramentes csiszolást a finom őrlési szakaszban.
Hűtőfolyadék -kezelés
Speciális őrlési folyadékot (pH 8,5-9,5) kell használni.
Áramlási sebesség követelmény: ≥ 2 l/perc/mm az őrlő kerék szélessége.
Szűrő pontosság ≤ 25 μm. Rendszeresen ellenőrizze a koncentrációt (ajánlott 4-6%)
A kerékcsiszolás kerékkötési specifikációk
Öltözködő szerszám kiválasztása:
Durva öntet: egypontos gyémánt toll
Finom öntet: gyémánt henger
Öltözködési paraméterek:
Öltözési takarmány: 0,002-0,01 mm/Stroke
Öltözési sebesség arány: 0,6–0,8 (csiszolókerék és görgős lineáris sebesség arány)
Viseljen megfigyelést
Rendszeresen ellenőrizze az őrlő kerék felületét (8 óránként)
Hozzon létre egy őrlő erő/energiafigyelő rendszert, és állítsa be a riasztási küszöbértékeket
Rögzítse az őrlési kerék élettartamát (az alkatrészek átlagos száma feldolgozott alkatrész -intervallumonként)
Védőintézkedések
Be kell szerelni egy védőhuzatot (nyitási szög ≤ 180 °)
Az operátoroknak védőmaszkokat kell viselniük (a CBN por elleni védelem érdekében).
A fém chips összegyűjtéséhez mágneses elválasztót kell felszerelni a munkaterületre.
Rendellenes kezelés
Vibrációs túlzott kezelési eljárás:
Azonnal állítsa le a gépet.
Ellenőrizze az orsó radiális kifutását (≤0,005 mm -nek kell lennie).
Egyensúly.
Munkadarab égési válasz:
Ellenőrizze a hűtőfolyadék spray -szögét.
Csökkentse az előtolási sebességet 20%-30%-kal.
Hőmérséklet és páratartalom kezelése
Fenntartja a 20 ± 2 ° C -os műhelyhőmérsékletet.
A relatív páratartalom 45%-65%.
A precíziós csiszolóhelyeket állandó hőmérsékleten kell tartani.
Rezgésmegelőzési intézkedések:
Szerelje be a berendezést egy rezgésálló alapra (amplitúdó ≤2μm).
Kerülje a berendezés elhelyezését ugyanabban a területen, mint a bélyegző berendezés.
Jelenség: A munkadarab kúp szöge a toleranciából (> ± 0,005 °)
Lehetséges okok:
A szerszámgép geometriai pontosságának elvesztése (GuideWays/orsó)
Az őrlő kerék öntettel rendelkező szög helytelen beállítása
Elégtelen munkadarab/lámpatest merevség, deformációt okozva
Megoldások:
Használjon lézeres interferométert a szerszámgép geometriai pontosságának ellenőrzéséhez (a z-tengelyre és az x tengely merőlegességére összpontosítva)
Újrakalibrálja az őrlőkerék -szekrény szögét (ajánlott egy standard szögmérővel)
Adjon hozzá további munkadarab-támogatási pontokat, és váltson egy hidraulikus bilincsre (irányítsa a szorító erőt 3-5 MPa-ra)
Jelenség: kerekség> 2 μm
Lehetséges okok:
Gyenge őrlő kerék dinamikus egyenlege
Orsócsapágy kopása (radiális kifutás> 0,003 mm)
Túlzott őrlési paraméterek
Megoldás:
Az őrlési kerék egyensúlya (célérték: G1.0)
Ellenőrizze az orsó radiális kifutását, és szükség esetén cserélje ki a csapágyakat (a kerámiacsapágyak ajánlottak)
A paraméterek beállítása:
Csökkentse a lineáris sebességet 10%-15%-kal
Csökkentse az előtolási sebességet az eredeti érték 50% -ára
Jelenség: Rendszeres hullámzási minták (hullámhossz 0,1-0,5 mm)
Lehetséges okok:
Csiszolókerék-munkásdarab rendszer rezgés
Laza gép alapítvány
Csiszoló rezonancia
Megoldás:
Ellenőrizze és erősítse meg az alapot (a rezgési értéknek ≤ 2 μm/s)
Állítsa be a forgási sebességet a rezonancia zóna elkerülése érdekében (az FFT spektrum elemzéssel határozva meg)
Használjon egyenlőtlenül elosztott csiszolókereket (például egy spirális horony típus)
Tünet: A munkadarab felületének elszíneződése (oxidáció)
Lehetséges okok:
Nem elegendő hűtés (nem megfelelő áramlás/nyomás)
Eltömődött csiszolókerék pórusok
Túlzott takarmányozási sebesség
Megoldás:
Optimalizálja a hűtőrendszert:
Növelje az áramlási sebességet 15 l/perc · mm -re (a kerékcsiszolás szélessége)
Használjon kettős fúvóka kialakítást (egy a tetején és az alján, 15 ° -on szögben)
Tisztítsa meg az őrlőkerék pórusait nagynyomású légpuskával (0,6 MPa sűrített levegő)
Csökkentse az előtolási sebességet 30% -kal, és növelje a polírozási ciklusok számát (≥3)
Tünet: Az őrlési kerék élettartama több mint 50% -kal csökken
Lehetséges okok:
Nem megfelelő csiszolókoncentráció
A munkadarab anyagának változásai (például kemény fázisokat tartalmaznak)
Helytelen öltözködési paraméterek
Megoldás:
Állítsa be a CBN koncentrációját:
Leoltott acél: 100%-125%
Karbid: 75%-100%
Az öltözködési paraméterek módosítása:
Csökkentse a kötszer -takarmány sebességét 0,001 mm -re/stroke -ra
Állítsa be a kötszersebesség arányát 0,4 -re
Jelenség: "Kopasz foltok" jelennek meg az őrlő kerék felületén
Lehetséges okok:
Elégtelen kötési szilárdság
Túlzott hatásterhelés
Hűtőfolyadék -korrózió
Megoldás:
Használjon nagy szilárdságú mikrokristályos kerámia kötést
Optimalizálja a vágási módszert (használjon lejtős vágást, szög <5 °)
Változtassa meg a hűtőfolyadék típusát (kerülje a kéntartalmú adalékanyagokat)
Jelenség: 30% -os csökkenés a fém eltávolításának arányában
Lehetséges okok:
Kerekes csiszoló tompa
Elégtelen csiszolóerő
Konzervatív folyamatparaméterek
Megoldás:
Végrehajtás az állapotfigyeléssel:
Állítsa be a teljesítményküszöböt (a névleges teljesítmény riasztás 85% -a)
Használjon akusztikus emissziós érzékelőt az őrlő kerék állapotának ellenőrzéséhez
Jelenség: A tételek dimenziós variációja> 0,005 mm
Lehetséges okok:
Felhalmozódott termikus deformáció
Mérési rendszer hiba
Kompenzálatlan csiszolókerék kopása
Megoldás:
Végrehajtó hőmérsékleti kompenzáció:
Gépi bemelegedési idő ≥ 2 óra
Szereljen be egy környezeti hőmérséklet -szabályozó rendszert (20 ± 1 ° C)
Hozzon létre egy automatikus kompenzációs mechanizmust:
Trigger Online mérés 10 részenként
A PLC-n keresztül automatikusan helyesbítse a Z-tengely koordinátáját
Sürgősségi intézkedések:
Azonnal nyomja meg a vészhelyzeti stop gombot
Ellenőrizze a védőborítás integritását
A vizsgálat okai:
Túlsebesség (ellenőrizze a maximális sebességcímkét)
Túlzott telepítési feszültség (a karima csavarjainak nyomatéka a kézikönyv szerint)
Sürgősségi intézkedések:
Ellenőrizze a bilincs hidraulikus nyomását a leállítás után (általában 3-5 MPa)
Használjon másodlagos helymeghatározó oldatot (mechanikus pozicionálás pneumatikus rögzítés)
Adjon hozzá vizuális ellenőrzést a kulcsfontosságú folyamatokhoz (a megfelelő rögzítés megerősítéséhez)
Hozzon létre egy megfigyelési naplót:
Minden öltözködés után rögzítse a csiszolóerő -görbét
Nyomon követi a kerekes kerekes élet trendjeit (vezérlő diagram kezelése)
Alkatrészek kezelése:
Fenntartja a sürgősségi csiszolókerék öltözködési szerszámait (gyémánthengerek)
Orsócsapágy alkatrészek (ajánlott kötelező csere 8000 óra után)
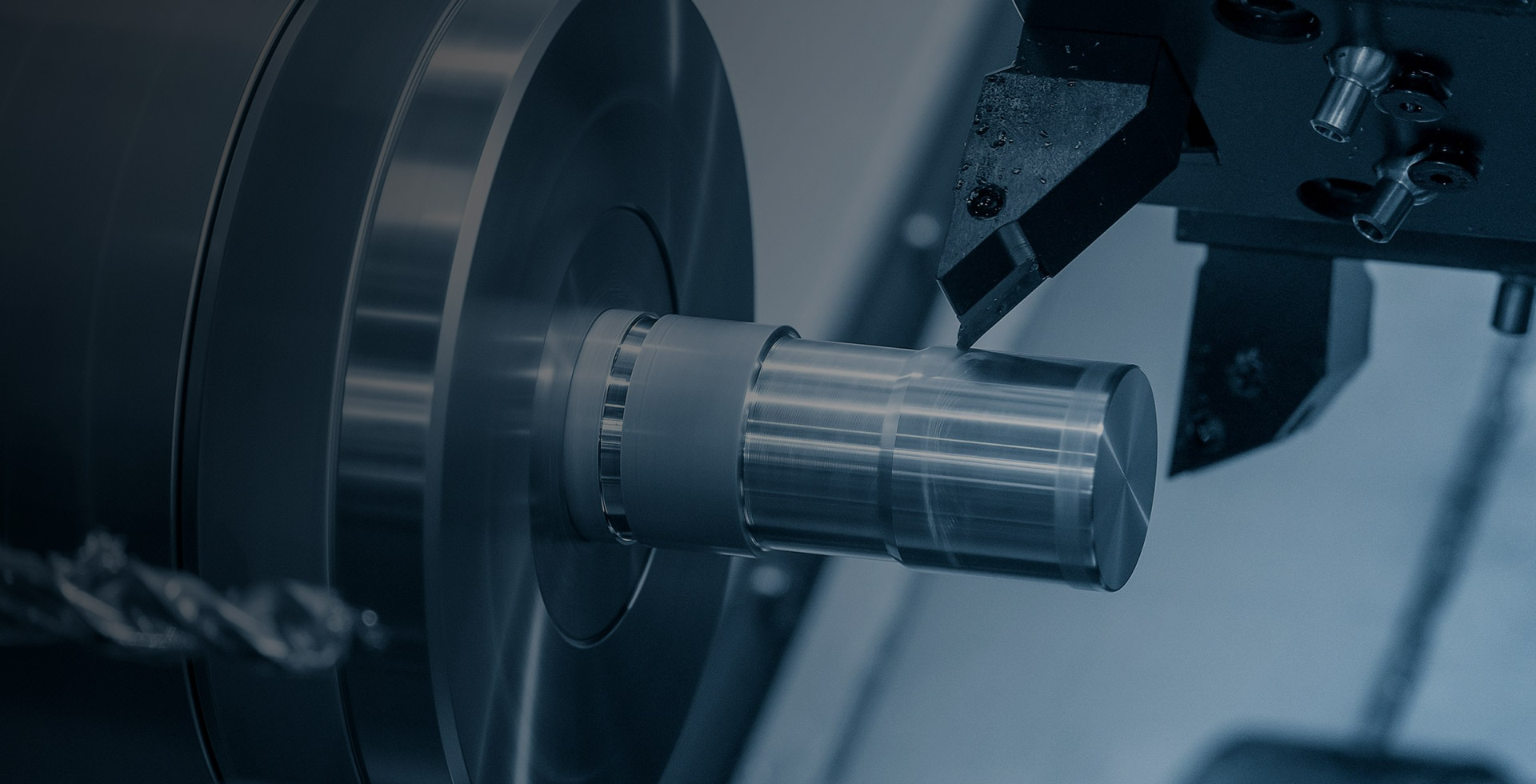
A kerámia CBN kerekes precíziós kúposítószerek csúcsminőségű berendezések, amelyeket kifejezetten nagy pontosságú kúpos alkatrészek megmunkálására terveztek. Alapvető funkcióik a következők:
A mikron szintű megmunkálási pontosság elérése (kerekség ≤ 1 μm, kúp szögtűrés ± 0,003 °).
Feldolgozhatja a különféle kúpos struktúrákat:
Autóipari sebességváltó szinkron kúpok
Repülőgép motorja és tenon groove kúpjai
Precíziós csapágyú versenypályák
Szerszám él -domborzati kúpok
Nagy keménységű anyagokhoz tervezték:
Keményített acél (HRC60)
Magas hőmérsékletű ötvözetek (Inconel 718 stb.)
Karbid (yg8, stb.)
Oldja meg a hagyományos csiszolókerekek problémáit, amelyek "képtelenek őrölni", és hajlamosak az égési sérülésekre
Integrált fordulási őrlési folyamat
Teljes többfunkciós megmunkálás egyetlen szorító beállításban:
Kúphengerfelület
Vége arckamf
Profilozó felületi horony
| Összehasonlító elem | Corundum őrlő kerék | Üvegesített CBN őrlőkerék |
| Öltözködés | 50 darab | 2000 darab |
| Teljes élettartam | 200 darab | 50 000 darab |
| Öltözködési frekvencia | Váltásonként kétszer | Hetente egyszer |
Az RA felületi érdesség eléri a 0,1 μm -t (tükör kivitel)
Nincs égési réteg mélysége <2 μm (hagyományos csiszolókerekek> 10 μm)
A fennmaradó stressz szabályozott -200mPa -n belül (nyomóstressz állapot)
Jelentősen javult a fém eltávolítási aránya:
Megoltott acél: 2,5 mm 1/mm · s (hagyományos folyamat 0,8 mm 1/mm · s)
Karbid: 1,2 mm 1/mm · s (hagyományos folyamat 0,3 mm 1/mm · s)
A ciklus időtartamának csökkentése 40%-60%-kal csökkent
Energiafogyasztás összehasonlítás:
Hagyományos daráló: 25 kW · h/100 darab
CBN Grinder: 8kW · H/100 darab
Hulladékcsökkentés:
A csiszoló chipek 80% -kal csökkentek
A hűtőfolyadék -fogyasztás 50% -kal csökkent
Online mérési rendszerrel felszerelt (lézer/érintkezési típus)
Adaptív kompenzációs funkció:
Automatikusan kijavítja az őrlési kerék kopását
A termikus deformáció valós idejű kompenzációja
A digitális ikerrendszer megjósolja a megmunkálási eredményeket
Nano-kerámia kötési technológia:
A hajlító erő 180 MPa -ra nőtt
A hőállóság 30% -kal nőtt
Többrétegű kompozit csiszolókerék:
Alapréteg: Nagyszerű mátrix
Átmeneti réteg: gradiens anyag
Munkatréteg: CBN mikrokristályos aggregátumok
Kriogén csiszolási technológia:
A munkadarab hőmérséklete <150 ° C (hagyományos folyamat> 400 ° C) nagynyomású sugárhajtású hűtéssel érhető el
Rezgéscsökkentési technológia:
Az aktív csillapító rendszer vezérli a rezgés amplitúdóját 0,5 μm -en belül
Öt tengelykapcsoló függvény:
A tengelyek maximális összekapcsolási száma: x/y/z/tengely/középpont
Pozíciós pontosság: 5 μm 5 μm/300 mm
Moduláris kialakítás:
Gyors őrlő kerék egység cseréje (<10 perc)
Opcionális fordulási/maró funkciómodulok
Átviteli szinkronizáló kúp megmunkálása:
A megmunkálási pontosság javult a DIN 5 -re
Az egységköltség 35% -kal csökken
Új energia jármű motoros tengelykúp megmunkálása:
Elérni egy 0,005 mm -es illesztési toleranciát
Távolítsa el a hagyományos összeszereléshez kapcsolódó zajproblémát
Motor penge Mortise és tenon megmunkálás:
A fáradtság élete háromszor növekedett
A megmunkálási ciklus 8 óráról 2,5 órára csökkent
Futating Gear Csatánfedő Kúp megmunkálása:
A felszíni integritás megfelel az AMS2420 szabványoknak
A hulladék sebessége 15% -ról 0,5% -ra csökkent
Karbidfúró hátlap megmunkálása:
Élvonalbeli fogazás <3μm
A szerszám élettartama 50% -kal nőtt
Nagy pontosságú maróvágók kúpos szárakkal:
A kapcsolattartási terület> 90%
Szorítás megismételhetőség 1 μm
Intelligens frissítések:
Integrált AI folyamat optimalizálási rendszer
Öntanulású csiszolókerék-állapot előrejelzési modell kidolgozása
Zöld gyártás:
Száraz őrlés technológiai áttörések
A lebontható kötőanyag -anyagok fejlesztése
Ultra-precíziós megmunkálás:
A nanoméretű felületi érdesség elérése (RA <0,05 μm)
Az atomszint eltávolítási folyamatok fejlesztése
A rendellenes megmunkálási pontosság elsősorban túlzott kúp szögként és rossz kerekségként nyilvánul meg. A túlzott kúpszög általában ± 0,01 ° -nál nagyobb eltérésre utal a tényleges megmunkált kúp szög és a tervezési követelmény között, míg a rossz kerekség azt jelzi, hogy a megmunkált kör alakú keresztmetszetnél több mint 2 μm eltérést mutat.
A túlzott kúpszög érdekében a szerszámgép geometriai pontosságát először kalibrálni kell. Javasoljuk, hogy lézer -interferométert használjon az egyes géptengelyek merőlegességének ellenőrzésére, különös tekintettel az X és Z tengelyek közötti merőlegességre. Ezt a tesztet a gép működési hőmérsékletének stabilizálása után kell elvégezni, általában 1-2 órás bemelegedési futtatást igényel. Ha merőleges eltérést észlelnek, akkor azt a szerszámgépgyártó utasításainak megfelelően kell javítani. Ezt általában úgy érik el, hogy a vezető sín léc-távolságot 0,005-0,01 mm-en belül állítják be.
A kerekes kötéscsiszolás szintén jelentős tényező, amely befolyásolja a kúpszög pontosságát. A gyémánthengerkötés ajánlott, a kötszer-adagolási sebesség 0,002-0,005 mm. Az öltözködés után legalább három szikramentes polírozási ciklusra van szükség a csiszolószemcsék egységességének és élességének biztosítása érdekében az őrlő kerék felületén. A nagy pontosságú kúpos megmunkáláshoz ajánlott egy vagy két munkadarabot tesztelni a végső megmunkálás előtt. Csak a kielégítő mérések megszerzése után megkezdődhetnek a tömegtermelés.
A gyenge kerekség gyakran szorosan kapcsolódik a szerszámgép orsójának állapotához. Először ellenőrizze az orsó sugárirányú kifutását, amely nem haladhatja meg a 0,003 mm -t a tárcsázási mutató segítségével. Ha ezt az értéket túllépik, akkor az orsócsapágyakat ki kell cserélni. Ezenkívül az őrlőkeréknek dinamikusan kiegyensúlyozottnak kell lennie a G1,0 szabványokhoz, egyensúlyhiányos szabályozással 0,4 g · mm/kg. A nagysebességű csiszoláshoz (a 80 m/s-ot meghaladó lineáris sebességek) online dinamikus kiegyensúlyozó rendszer ajánlott a valós idejű megfigyeléshez és beállításhoz.
A felületi minőségi hibák általában magukban foglalják a csevegőjeleket, az égési sérüléseket és a túlzott érdességet. A csevegőjelek rendszeres és véletlenszerű kategóriába sorolhatók.
A rendszeres fecsegés jelek általában egyenletes, periodikus csíkokként jelennek meg, 0,1 és 0,5 mm között. Az ilyen típusú problémát elsősorban a rendszer rezgése okozza. A kezelési intézkedések a következők: Az őrlőkerék pontosan kiegyenlítése annak biztosítása érdekében, hogy megfeleljen a G1.0 szabványoknak; az orsó sebességének beállítása és az FFT spektrum analízis felhasználása a rezonáns frekvenciák azonosítására az érzékeny sebességtartományok elkerülése érdekében; és a szerszámgép -alapítvány ellenőrzése annak biztosítása érdekében, hogy a rezgési szintek 2 μm/s alatt legyenek.
A véletlenszerű csevegőjelek szabálytalan felületi jelekként jelennek meg, amelyek gyakran jelzik az orsócsapágy kopását. A csapágyakat szükség esetén ellenőrizni és cserélni kell. A csere közben figyeljen a csapágy előterhelésére. A túlzott előterhelés korai csapágyhibához vezethet.
A felszíni égési sérüléseket elsősorban az őrlési terület túlzott hőmérséklete okozza. A megoldások tartalmazzák: A hűtőfolyadék -áramlási sebesség növelése legalább 2 l/perc/milliméter csiszolókerék szélességére; a hűtőfolyadék -fúvóka helyzetének ellenőrzése annak biztosítása érdekében, hogy az összhangban áll -e az őrlési érintkezési zónával; Az őrlési paraméterek optimalizálása, az előtolási sebesség megfelelő csökkentése és a polírozási ciklusok számának növelése. Súlyos égési sérülések esetén szükség lehet az üvegezett CBN őrlőkerék helyett a nagyobb hővezető képességgel.
A túlzott érdesség gyakran az őrlőkerék állapotához kapcsolódik. Amikor az őrlőkerék csiszolása unalmassá válik, a felületi érdesség jelentősen romlik. Az őrlőkerék öltözködésére szükség van, és az állapot ellenőrzése után egy tesztcsiszolást kell elvégezni. Ha a probléma továbbra is fennáll, akkor fontolja meg a finomabb csiszolókerékre való váltást, vagy 50%-kal csökkenti az előtolási sebességet.
Az őrlési kerék rendellenességek elsősorban túlzott kopás és csiszoló gabona veszteségként nyilvánulnak meg. Az őrlőkerék túlzott kopása azt jelenti, hogy a vártnál lényegesen alacsonyabb, mint a vártnál, és a normál élettartamának csak 50% -át vagy még kevesebbet érheti el.
A túlzott kopás fő okai a nem megfelelő csiszolókoncentráció, a munkadarabok tulajdonságainak változásai és a helytelen öltözködési paraméterek beállításai. A nehezen felszerelhető anyagokhoz, mint például az edzett acél, ajánlott egy csiszolókereket használni, amelynek CBN-koncentrációja 100% és 125% között van. A kemény fázisokat tartalmazó ötvözetek megmunkálásakor a koncentráció 75% -ra 100% -ra csökkenthető. Az öltözködési paramétereket illetően a kötszer -takarmányt 0,001 mm/löketre kell csökkenteni, és az öltözködési sebesség arányát körülbelül 0,4 -re kell beállítani.
A szemcsés elrontás lokalizált "kopasz foltokként" nyilvánul meg az őrlő kerék felületén. Ezek a lokalizált "kopasz foltok" általában nem megfelelő kötési szilárdsággal, a megmunkálás során túlzott hatásterheléssel vagy a hűtőfolyadék -korrózióval társulnak. A megoldások között szerepel: váltás egy nagy szilárdságú mikrokristályos kerámia kötéssel; A megmunkálási út optimalizálása, kevesebb, mint 5 ° -nál kevesebb, a jobb oldali vágások által okozott ütések elkerülése érdekében; és a hűtőfolyadék -összetétel ellenőrzése, hogy elkerüljék a korrozív adalékanyagokat, például a ként tartalmazó hűtőfolyadékok használatát.
Csiszoló kerék törés vészhelyzeti reagálás
Csiszolókerék -törés esetén az operátornak azonnal aktiválnia kell a vészleállító gombot, hogy leválasztja a gépet. Ezután ellenőrizze a védőborítás integritását, hogy ne legyenek repülő hulladékok senkit. A balesetek kivizsgálására összpontosítania kell: az őrlőkerék sebessége meghaladja -e a címkén megadott maximális sebességet; hogy a karima rögzítési lapossága 0,01 mm -en belül van -e; és hogy az őrlőkerék lejárt -e vagy nem megfelelően tárolódik -e.
Munkadarab szorítás meghibásodási válasz
A munkadarab -szorítás meghibásodása súlyos biztonsági veszélyekhez és munkadarabok meghibásodásához vezethet. A fejlesztési intézkedések magukban foglalják a kettős pozicionálási rendszer elfogadását: mechanikus helyzetmeghatározás a referencia helyzetének biztosítása érdekében, a hidraulikus rögzítés az elsődleges szorító erő és a pneumatikus reteszelés biztosítása érdekében biztonsági funkcióként. A vizuális ellenőrzés hozzáadható annak érdekében, hogy megerősítse a munkadarab -szorításot a feldolgozás előtt.
Általános problémamegoldások:
| Tünet | Lehetséges ok | Megoldás |
| Munkadarab felszíni hullámai | Csiszoló kerék kiegyensúlyozatlansága/orsó csapágy kopása | Kiegyensúlyozás/a csapágyak cseréje |
| A kúpos szög pontossága meghaladja | A gépi geometriai pontosság elvesztése | Újrakalibrálja a gépi szintet és az útmutatókat |
| Túlzott csiszolókerék kopása | Túlzott őrlési paraméterek | Csökkentse a lineáris sebességet 15%-20%-kal |
| Munkadarab felszíni égése | Elégtelen hűtés/őrlés kerék tompa | Növelje a hűtési áramlást/cserélje ki az időben |
| Csökkent az őrlési hatékonyság | A kerekes pórusok csiszolópórusai eltömődtek | Tisztítsa meg vagy állítsa vissza egy speciális tisztító rúddal |
Napi karbantartási kulcspontok
A napi karbantartás elengedhetetlen a berendezés hosszú távú, stabil működésének biztosításához. Az egyes munkaváltások kezdete előtt a következő ellenőrzéseket kell elvégezni: a hűtőfolyadék-koncentrációt refraktométerrel ellenőrizni kell annak biztosítása érdekében, hogy a koncentráció 4% -6% -on belül maradjon; Ellenőrizni kell a levegőrendszer nyomását, hogy fenntartsák a 0,5-0,7 MPa működési nyomást; és az őrlőkeréket vizuálisan meg kell vizsgálni repedések, hibák vagy egyéb rendellenességek szempontjából.
A műszak utáni karbantartás ugyanolyan fontos, és magában foglalja: a munkapad és a mágneses elválasztó tisztítása a fém chipek és a csiszoló felhalmozódás eltávolításához; a Guideway őrök törlése, hogy megakadályozzák a chipek belépését a Guideway felületére; A kerékkötési adatok rögzítése és a műszak során feldolgozott munkadarabok száma, valamint a teljes berendezés működési rekordjának fenntartása.
Időszakos karbantartási terv
A heti karbantartás a GuideWay kenési rendszer ellenőrzésére összpontosít annak biztosítása érdekében, hogy a zsírszint legalább 80% legyen, és hogy a kenési vonalak akadályozzák. A hidraulikus rendszert havonta alaposan meg kell vizsgálni, összpontosítva a szűrőnyomás -különbségre. Ha a nyomáskülönbség meghaladja a 0,3 MPa -t, akkor a szűrőt ki kell cserélni.
Az orsó rendszert professzionálisan ellenőrizni kell negyedévente, nagy pontosságú mikrométer segítségével az orsó radiális kifutásának mérésére, amely nem haladhatja meg a 0,002 mm-t. Az orsó hőmérséklet emelkedését szintén ellenőrizni kell; Négy órás folyamatos működés után nem haladhatja meg a 15 ° C -ot. Az éves karbantartás megköveteli, hogy a szakmai technikus a szerszámgép teljes kalibrálását elvégezze, és az összes pozicionálási pontosságot visszaállítsa a gyári szabványokhoz.
Kulcsfontosságú összetevő élettartam -menedzsmentje
Alapvető alkotóelemként az orsócsapágyak 8000 órás működése után javasolják, hogy a felszíni állapottól függetlenül. A Guideway csúszkáknak általában öt év élettartama van, és a pontosság elvesztésének elkerülése érdekében azonnal ki kell cserélni. A csiszolókerék karimáját 2000 óránként nyomatékkal kell ellenőrizni a biztonságos és megbízható telepítés biztosítása érdekében. A hűtőfolyadékot háromhavonta teljesen ki kell cserélni, hogy megakadályozzák a megmunkálási teljesítményt befolyásoló romlást.
| Karbantartási kategória | Karbantartási cikk | Működési részletek és szabványok | Ciklus | Nyilvántartási követelmények |
| Napi karbantartás | Hűtőfolyadék -ellenőrzés | Ellenőrizze a koncentrációt (4%-6%), pH (8,5-9,5), szűrési pontosság ≤ 25 μm | Műszakonként | Nyilvántartási koncentráció és szennyeződések nyilvántartása |
|
| A kerék csiszoló vizuális ellenőrzése | Ellenőrizze, hogy vannak -e repedések, hibák és laza csiszoló részecskék, valamint a tiszta levegő lyukakat (0,6mPa légpisztoly). | Minden műszak | Készítsen fényképeket és archiváljon minden rendellenességet. |
| Ellenőrizze a légnyomás rendszerét. | Győződjön meg arról, hogy a nyomás 0,5–0,7 mPa között van, és hogy a csövekben nincs-e szivárgás. | Minden műszak | Jegyezze fel a nyomásértéket. | |
| Heti karbantartás | Vezetési sín kenés | Adjon hozzá speciális zsírt, töltse ki ≥ 80% -ot | Heti | Jegyezze fel a kenési pontokat és az összegeket |
|
| Hidraulika rendszer ellenőrzése | Ellenőrizze a szűrőnyomás -különbséget (<0,3 MPa) és az olajszintet a jelölt tartományon belül. | Heti | Rögzítse a nyomáskülönbség és az olajszintet. |
| Csiszolókerék dinamikus egyenleg ellenőrzése. | Használjon egy dinamikus kiegyensúlyozót a G1,0 -re történő kalibráláshoz (egyensúlyhiány ≤ 0,4 g · mm/kg). | Hetente vagy az őrlőkerék cseréje után. | Jegyezze fel a kiegyensúlyozást. | |
| Havi karbantartás | Orsó pontossági ellenőrzés | Mérje meg a radiális kifutást (≤0,003 mm) és az axiális játékot (≤0,002 mm) | Havi | Mentés ellenőrzési jelentés |
|
| Hűtőfolyadék cseréje | Teljesen cserélje ki a hűtőfolyadékot, és tisztítsa meg a csöveket és a tartályt. | Háromhavonta | Jegyezze fel a csere dátumát és a modellszámot. |
| Szerszámgép geometriai pontossági kalibrálás. | Ellenőrizze az egyes tengelyek vertikálisságát lézer -interferométerrel (x/z tengely ≤ 0,005 mm/300 mm). | Negyedévenként | Tartsa a kalibrációs tanúsítványt a fájlban. | |
| Éves karbantartás | Teljes gépi nagyjavítás | Tartalmazza a vezetési sín őrlést, a csavar előterhelésének beállítását és az elektromos rendszer szigetelési tesztelését | Évi | Teljes karbantartási jelentés |
| Kulcsfontosságú összetevő élettartam -menedzsmentje | Orsó csapágy cseréje | Kötelező csere 8000 órás üzemeltetési után, kerámiacsapágyak felhasználásával | Órákkal felhalmozva | Rögzítse a csere időt és a tételt |
|
| Cserélje ki a vezető síneket és a csúszkákat | Cserélje ki ötévente, vagy amikor jelentős játék alakul ki | 5 év | Rögzítse a csere okát |
| Csiszoló kerék karima kalibrálás | Ellenőrizze a laposságot (≤ 0,01 mm). A csavarnyomatéknak meg kell felelnie a gyártó utasításainak. | 2000 óránként | Rögzítse a nyomaték értékét | |
| Vészhelyzeti reagálás | Kerekes csiszolórepedés | Azonnal állítsa le a gépet → Ellenőrizze a védő fedelet → Ellenőrizze a sebesség/telepítési problémákat → Cserélje ki az őrlőkeréket | Repedés esetén | Töltsön ki egy eseményjelentést |
|
| Munkadarab -szorítás meghibásodása | Állítsa le a gépet → Ellenőrizze a bilincs nyomását (3-5 MPa) → Növelje a vizuális ellenőrzést → Optimalizálja a pozicionálást | Amikor ez megtörténik | Rögzítse a korrekciós intézkedéseket |
Karbantartási óvintézkedések:
Először a biztonság: A karbantartás előtt húzza ki az áramellátást és engedje el a nyomást. Viseljen védőfelszerelést.
Eszközök: Használjon gyártó által ajánlott ellenőrző eszközöket (például lézer-interferométerek és dinamikus kiegyensúlyozók).
Adatok nyomon követhetősége: Az egyes karbantartási műveletekhez aláírási megerősítés szükséges, és az adatokat legalább három évig archiváljuk.
Rendellenes figyelmeztetés: Azonnal állítsa be a gépet a vizsgálat céljából, ha olyan problémákat észlelnek, mint például a megnövekedett rezgés vagy a rendellenes hőmérséklet -emelkedés.
Válasz:
Rendkívül hosszú élet: A CBN keménysége csak a gyémánthoz képest, és kopásállósága több mint 100 -szor nagyobb, mint a Corund -őrlőkerekeké, jelentősen csökkentve a csere gyakoriságát.
Nagy hőstabilitás: A CBN 1400 ° C -ig képes ellenállni a hőmérsékleteknek, megakadályozva a munkadarab -égési sérüléseket (a hagyományos őrlési kerekek 800 ° C -on meghibásodnak).
Nagy precíziós visszatartás: Az üvegesített kötés kiváló merevséggel, stabil csiszolóerőkkel rendelkezik, és kevesebb, mint 1 μm kúpos kerekedést érhet el.
Nagy hatékonyság: A fém eltávolítási aránya 30%-50%-kal növekszik, ezáltal alkalmassá teszi a nehezen felszerelhető anyagokhoz, például edzett acél és magas hőmérsékletű ötvözetekhez.
Grit méret:
Durva őrlés (RA 0,8 μm): #80- #120
Finom őrlés (RA 0,1 μm): #400- #2000
Koncentráció:
Keményített acél: 100%-150%
Karbid: 75%-100%
Kötőanyag:
Üvegfázisú kerámia: Általános cél
Mikrokristályos kerámia: magas keménységű követelmények
V: Hibaelhárítási lépések:
Dinamikus kiegyensúlyozás: Az őrlőkeréknek G1,0 fokozatnak kell lennie (egyensúlyhiány ≤ 0,4 g · mm/kg).
Ellenőrizze az orsó csapágyait: Cserélje ki, ha a radiális kifutás> 0,003 mm.
A paraméterek beállítása:
Csökkentse a lineáris sebességet 10–15% -kal (például 120 m/s-ról 100 m/s).
Csökkentse az előtolási sebességet az eredeti érték 50% -ára.
Optimalizálja a szorítást: Növelje a munkadarab -támogatási pontokat és csökkentse a túlnyúlást.
Válasz: Általános okok és megoldások:
| Ok | Megoldás |
| Túlzott őrlési paraméterek | Csökkentse a vonali sebességet vagy az előtolási sebességet |
| Elégtelen hűtőfolyadék -koncentráció (<4%) | Töltse fel a koncentrátumot 6% -ra |
| A kerekes pórusok csiszolópórusai eltömődtek | Tisztítsa meg egy 0,6 MPa nagynyomású légpisztolyt |
| A munkadarab anyagának megváltoztatása (kemény fázist tartalmaz) | Használjon magasabb koncentrációt (150%) vagy finomabb csiszolókereket |
Válasz:
Hűtés optimalizálás:
Áramlási sebesség ≥ 15 L/perc · mm (a kerékcsiszolás szélessége)
Használjon belsőleg hűtött csiszolókereket vagy kettős fúvóka (15 ° -os szög)
Folyamat -beállítás:
Növelje a polírozási ciklusok számát (≥ 3 szikramentes őrlés)
Csökkentse az előtolási sebességet 30% -kal
Csiszolókerék kiválasztása:
Használjon nagy porozitású (30%-40%) csiszolókereket a hőeloszlás fokozására.
Válasz:
A gép geometriai pontosságának kalibrálása:
Használjon lézeres interferométert az X/Z tengely merőleges ellenőrzéséhez (hiba ≤ 0,005 mm/300 mm).
Az őrlőkerék öltözködési szögének kijavítása:
Használjon standard szögblokkot a gyémánt hengeres szekrény kalibrálásához. Ellenőrizze a lámpatest merevségét:
A munkadarab deformációjának megakadályozása érdekében ellenőrizze a szorító erőt 3-5 MPa-nál.
Válasz:
Öltözködő szerszám: A gyémánthengerek ajánlottak (hosszú élettartam és nagy pontosság).
Paraméterbeállítások:
Öltözési takarmány-sebesség: 0,002-0,005 mm/Stroke
Öltözési sebesség arány: 0,4–0,8 (csiszolókerék és görgős lineáris sebesség arány)
Csiszolási követelmények: Az öltözködés után három szikramentes átadásra van szükség.
Válasz:
Ide -alapjáratú futási teszt: Növelje a sebességet lépésenként a működési sebességhez, és futtasson 30 percig.
Dinamikus kiegyensúlyozás: Használjon online kiegyensúlyozót a G1.0 -hoz való alkalmazkodáshoz.
A tesztcsiszolás ellenőrzése:
Folytassa a 2-3-as mintákat, és ellenőrizze a méreteket és a felület minőségét.
Finoman állítsa be a kötszer mennyiségét vagy az őrlési paramétereket az eredmények alapján.
Rendszeres fecsegés jelek
Jellemzők: Periódusos vonások 0,1-0,5 mm-es hullámhosszúsággal
Jogorvoslat:
Ellenőrizze az alapítvány rezgését (≤2μm/s -nek kell lennie)
Állítsa be a sebességet a rezonáns frekvenciák elkerülése érdekében
Használjon egyenlőtlenül elosztott csiszolókereket (spirális fuvola)
Felszíni égés
Kritériumok: oxigén elszíneződés réteg
Legfontosabb ellenintézkedések:
Növelje a hűtőfolyadék áramlási sebességét ≥15 L/perc · mm -re
Fogadjon el egy belsőleg hűtött csiszolókerék kialakítását
Csökkentse az előtolási sebességet 30% -kal, és adjon hozzá három további polírozási bérletet
Rendellenes kopás
Tipikus eset: Az élettartam több mint 50% -kal csökken
Optimalizálási megoldás:
Állítsa be a CBN koncentrációját (100-125% edzett acélhoz)
Módosítsa az öltözködési paramétereket (előadási sebesség ≤ 0,001 mm/stroke)
Csiszoló gabonacsomó
Tünet: A "kopasz foltok" megjelennek az őrlő kerék felületén
Kiváltó ok:
Kötési szilárdság hátrányai
Jobb oldali szögvágó hatás
Fejlesztési módszerek:
Használjon mikrokristályos kerámia kötéscsiszolókereket
Elfogadja a <5 ° lejtővágási módszert
Dimenziós instabilitás
Kulcskulcs -vezérlési pontok:
Környezeti hőmérséklet -szabályozás 20 ± 1 ° C -on
Trigger Online mérési kompenzáció minden 10 darabonként
Hozzon létre egy termikus deformációs kompenzációs modellt
Kerekes csiszolórepedés
Sürgősségi eljárások:
Azonnali vészmegállás
Ellenőrizze a védőborítás integritását
Ellenőrizze, hogy a sebesség meghaladja -e a határértéket
Munkadarab repülése
Megelőző intézkedések:
Használjon mechanikai és hidraulikus kettős pozicionálást
Telepítsen egy vizuális megerősítő rendszert
Napi ellenőrzés:
Hűtőfolyadék-koncentráció (4-6%)
A kerék csiszolása (repedések/hibák)
Periódusos karbantartás:
Hetente: Guideway kenés (zsír kitöltés ≥ 80%)
Havi: orsó kifutási ellenőrzése (≤ 0,003 mm)
Függelék: Gyors diagnózis táblázat
| Problémamegleírás | Prioritási ellenőrzési tételek | Határidő |
| Fecsegés jelek | Dinamikus kiegyensúlyozás/csapágyak | 2 órán belül |
| Éget | Hűtőrendszer | Azonnali leállítás |
| Dimenziós túllépés | Hőmérsékleti kompenzáció | Ossza meg a műszak alatt |
Az anyagtulajdonságokkal meghatározott veleszületett előnyök
Pótolhatatlan szuperabrazívumok
A CBN (köbös bór-nitrid) 4500 HV keménységgel büszkélkedhet, csak a gyémánthoz képest, ám a magas hőmérsékleti stabilitása (1400 ° C) messze meghaladja a gyémántját (amely 800 ° C-on oxidálódik).
Tipikus összehasonlítás: Az edzett acél (HRC 60) megmunkálásakor a CBN -kerek élettartama 100 -szoros a Corund -kerék.
Az üvegesített kötések szinergetikus hatásai: A mikrokristályos kerámiaszerkezet egyesíti a merevséget (100 GPa elasztikus modulus) az önállóság tulajdonságaival.
A kontrollálható porozitás (5%-40%) javítja a hőeloszlást a gyanta/fémkötésekhez képest.
Áttörés a precíziós visszatartásban
Nano szintű stabilitás
Csiszoló szemcsés veszteség aránya <0,1%/óra, biztosítva a következőket 2000 ciklus után is:
Kerekség ≤ 1 μm
Kúp szögtűrés ± 0,003 °
Termikus deformációs szabályozás
A hővezető képesség 1300W/(m · k), és az őrlési zóna hőmérséklete 200 ° C -os alacsonyabb, mint a Corund -őrlőkerekeknél.
Mért adatok: A munkadarab felszíni hőmérséklete <150 ° C, amikor a titánötvözetek őrlése (hagyományos folyamatok> 400 ° C)
Előretekintő technológiai evolúció
Természetes illeszkedés az intelligens őrléshez
Nagyon kiszámítható kopási viselkedés, alkalmas:
Digitális ikermodellezés
Adaptív vezérlő algoritmus
Jelenlegi vezető megoldás: Az őrlési kerék megmaradt élettartam -előrejelzési hiba <3%
Zöld gyártási trendek
Energiafogyasztás összehasonlítás:
Hagyományos őrlés: 25 kW · h/100 darab
CBN őrlés: 8kW · H/100 darab
50% -os csökkenés a hűtőfolyadék -fogyasztás

Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Szívtelen daráló Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Minőségirányít...
Több
Kategória: CNC eszterga Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Minőségirányítási ...
Több
Kategória: Speciális szelep CNC daráló Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001: 2015 Min...
Több
Kategória: Speciális szelep CNC daráló Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Min...
Több
Kategória: Szelep üres öntőberendezés Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Minő...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
 86-13584767515
86-13584767515
86-0515-89500828
 1. szám, ipari koncentrációs terület, Wulie Town, Dongtai City, Jiangsu tartomány
1. szám, ipari koncentrációs terület, Wulie Town, Dongtai City, Jiangsu tartomány
Termék


