
Különböző szerszámgép és elektromos orsók testreszabása
Cat:Szerszámgép alkatrészek
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több01
A középső nélküli daráló eredete
A középső nélküli daráló eredete a 20. század elejére vezethető vissza. Abban az időben a gépjárművek gyorsan fejlődtek, és több mint 20 autóipari vállalat, például a Mercedes-Benz, a Ford és a General Motors, egymás után jöttek létre. Az autógyártás szervezeti forma a szabványosítási és összeszerelési vonaltermelést jelentette be. A Centerless Grinder az autóipar igénye alatt született a precíziós alkatrészek nagy termelési mennyisége miatt.

Autógyártó műhely a 20. század elején
1921 -ben a Cincinnati Milling Machine Company elfogadta a Ford Motor Company Grinder megrendelését, tíz Centerless Grindert gyártott időben, és 1922. február 17 -én átadta a Fordnak.

Cincinnati Centerless Grinder a Fordnak szállított
A középső nélküli daráló születésével az alkatrészek dimenziós pontossága és kereksége közvetlenül egynegyedével növekedett, és a termelési idő az eredeti egytizedére esett. Ez a centrifugális őrlési technológia nemcsak lehetővé teszi a tömegtermelést, hanem lehetővé teszi a cserélhető alkatrészek gyártását is.
02
Központ nélküli csiszológépek fejlesztése hazánkban
Az én hazámban a központ nélküli őrlők későn kezdődtek, de viszonylag gyorsan fejlődtek, és három fő szakaszban tapasztaltak: utánzati előállítás, öntervezés és modern formatervezés.
1.
1954-1960 volt a utánzati szakasz. 1954 -ben a Wuxi szerszámgépgyár utánozta a szokásos Centerless Grinder M2075 -et. 1957 -ben a széles homokközpont nélküli M1075K Grinder utánozták.

Az én országom középpont nélküli darálója (képforrás: Wuxi szerszámgépgyár hivatalos weboldala)
2. Önképületi szakasz-Az én országom középső nélküli Grinder M1025 önfejlesztése
1956 októberében a Wuxi szerszámgépgyár szovjet szakértők irányítása alatt kezdte meg az M1025 Grindert tervezni. A technikusok és a régi munkavállalók közös erőfeszítései révén különféle technikai nehézségeket sikerült legyőzni. 1958 márciusában az új terméket összeszerelték és az értékelést átadták.
Ez a Grinder, amelyet a Wuxi szerszámgépgyár tervezett, és ez egyben az önfejlesztett központ nélküli daráló az én hazámban. Ennek a központ nélküli darálónak a sikeres fejlődése sok értékes tapasztalatot halmozott fel a középpont nélküli daráló későbbi kutatása és fejlesztése érdekében.
1961 és 1970 között a Wuxi szerszámgépgyár speciális központ nélküli csiszológépeit gázszelepek, golyócsapok, kereszttengelyek, acélcsövek, motoros tengelyek stb. Feldolgozására tervezték Kínában. Ezek jelzik a középső nélküli csiszolók öntervezésének érettségét hazánkban. Ebben az időszakban a Wuxi szerszámgépgyár, a Xianfeng szerszámgépgyár, a Benxi második szerszámgépgyár, a Changchun szerszámgépgyár és más gyártók egymást követően rendes középpont nélküli csiszológépeket készítettek.
3. modern tervezési szakasz
A tudomány és a technológia fejlesztésével az 1980 -as évek eleje óta a Centerless Grinders belépett a modern tervezési szakaszba. Az én hazám nemcsak a nagy pontosságú őrlők és a nagysebességű, középpont nélküli őrlők új generációját fejlesztette ki, hanem alkalmazott moduláris kialakítást, statikus és dinamikus véges elem kialakítását, számítógépes támogatású tervezést és optimalizálási formatervezést is a központ nélküli csiszolók tervezéséhez.
03
A központ nélküli daráló működési alapelve és módszere. Ahogy a neve is sugallja, a Centerless Grinder egy olyan típusú daráló, amelynek nem kell a munkadarab középpontját rögzítenie. Elsősorban három mechanizmusból áll: csiszolókerék, vezetőkerék (beállító kerék) és munkadarab tartó (raklap). Az őrlőkerék funkciója az, hogy eltávolítsa a felületet az őrlésből, és a kívánt fény fokát hozza létre; A vezetőkerék funkciója az őrlés forgási sebességének szabályozása; A munkadarab tartóját az őrlés támogatására használják az őrlés során.
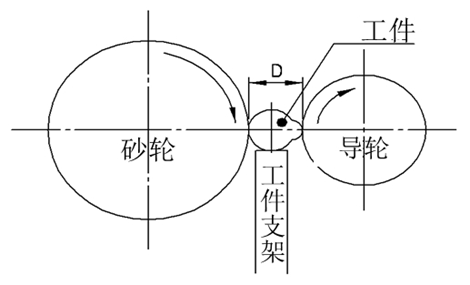
A munkadarab -takarmány módszer szerint három középső csiszolási módszer létezik:
Vezetésközi etetési módszer: Multi-átmérő vagy speciális alakú munkadarabok őrlésére alkalmas. Átmeneti módszer: A tűhengerek, a hengeres görgők és a kúpos hengerek nagy termelési hatékonyságával rendelkezik. Tangenciális táplálkozási módszer: Képesség egy speciális alakú munkadarab, például gömbhenger őrölésére.
04
A középső nélküli őrlés és a hengeres őrlés előnyei és hátrányai
Tudjuk, hogy az összes őrlők közül a hengeres darálók a széles körben használt szerszámgépek, és feldolgozhatják a hengeres kúpos külső felületeket és a váll végfelületi őrlőket. Tehát a munkadarab feldolgozásakor a középső nélküli őrlést vagy a hengeres őrlést kell választanunk? Ehhez meg kell érteniük jellemzőiket, előnyeiket és hátrányaikat.
Nemrég mutattuk be a Centerless Grinder működési elveit, és a következő jellemzői.
1. Folyamatos feldolgozás, nem kell visszahúzni a szerszámot, rövid idő a munkadarabok rögzítéséhez és a magas termelékenységhez.
2. A zárójel és a vezetőkerék pozicionálási mechanizmusának jobban támogatja a merevséget, mint a szokásos hengeres őrlők és a központi keretmechanizmus, és nagyobb lehet a vágási térfogatban, ami elősegíti a karcsú tengely-munkadarabok feldolgozását, megkönnyítve a nagysebességű őrlés és az erős őrlés elérését.
3. A középső nélküli külső hengeres daráló munkadarabja a helymeghatározó mechanizmusra helyezkedik el a külső hengeres darálóval. Az őrlési összeg a munkadarab átmérőjének juttatása. Ezért az őrlőkerék kopása, az adagolási mechanizmus kompenzációja és a vágási mechanizmus ismételt pozicionálási pontossági hibája a rész átmérőjén és dimenziós pontosságánál csak a fele a szokásos külső hengeres darálónak. Nincs szükség egy központi lyuk fúrására, és könnyű elérni az automatikus berakodást és a kirakodást.
4. Az őrlésbe vágva a komplex felületeket sorrendben vagy többszörös őrlőkerekekben őrölhetjük, amelyek nagy termelékenységgel és széles körű alkalmazással rendelkeznek.

A középső nélküli külső hengeres őrlőkkel összehasonlítva a következő jellemzők a következők:
1. Az őrlési hatékonyság szempontjából a hengeres őrlés sokkal rosszabb, mint a középső csiszolás, tehát a termelési költségek viszonylag magas.
2. A centrifugális őrléshez képest azonban a külső hengeres őrlés előnyei szintén nagyon nyilvánvalóak. A hengermag elülső oldalán lévő esztergafeldolgozás során keletkező hengeres hiba kijavítható; Másodszor, a lépcső tengely őrölhető; Ha ez egy CNC külső hengeres daráló, akkor közepes és magas vagy ív felületeken is őrölhető.
3. Az általános hengeres pontosság szempontjából a hengeres őrlés általában jobb, mint a centrifugális őrlés.
05
Központ nélküli daráló -feldolgozó mozdony dízelmotoros szeleprúd
Miután bemutattuk a középső nélküli őrlés és a hengeres őrlés előnyeit és hátrányait, nézzük meg egy gyakorlati alkalmazási esetet.

Mozdony dízelmotorszelep
A szelepek a dízelmotorok működésének fontos részét képezik. Az 1970-es években és az 1980-as évek közepén a társaság elfogadta a hagyományos hengeres őrlési folyamatot (mindkettő véghelyezési módszer), de mivel a szeleprúd hossz-átmérőjű aránya meghaladja a 10-et (lásd az alábbi ábrát).
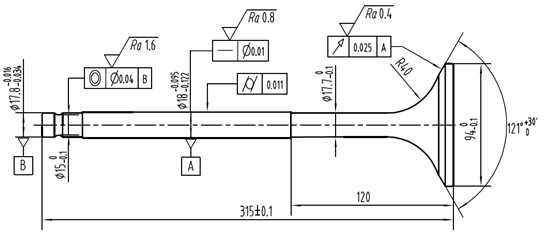
DF11 mozdony dízelmotor szelep
A hagyományos hengeres őrlési módszer nagymértékben csökkenti az őrlési folyamat rendszerének merevségét. Ugyanakkor a szeleprúd méretében általában egyenetlenség van az őrlés után, különös tekintettel a rúd dobos hibáinak problémáira és az alacsony feldolgozási hatékonyságra nem oldódtak meg jól.
Az 1980-as évek közepén és későjén a cég bevezette a japán központ nélküli csiszológépeket. A szelepfeldolgozási technológia teljes útvonalát a rúd körül átirányítottuk középső csiszolási módszerrel (vágócsiszolási módszer). A későbbi feldolgozási folyamatban a szeleprúd középső nélküli csiszolási folyamatának előnye egyértelműen tükröződött, főleg a következőkben: jó méretű tolerancia -konzisztencia (0,02 mm -en belül), a jó felületi érdesség egyenletessége (a rúd részének bármely felületi érdessége a RA0.35 -en belül van), és a középső nélküli őrlés nagy alakú és pozíciótolerancia követelményeket érhet el.
A társaság a tömeggyártó szelepek évtizedes tapasztalataiból megtudta, hogy a szeleprúd rész a középső nélküli őrlést alkalmazza a hatékony és kényelmes kötegelt feldolgozási módszer. A szeleptermékpiac folyamatos fejlesztésével a vállalat két szelepgyártóvezetékének jelenleg több középső nélküli őrlőgépe van (Microsa, Japán és Guangyang, Japán) a középső nélküli csiszolószelep rúd részéhez. A berendezés feldolgozási előírásai különféle típusú közepes sebességű dízelmotor tengeri szelepeket vállalhatnak, és segíthetnek az ügyfeleknek a nagy költséghatékony dízelmotor-szelepek kutatásában és fejlesztésében.

középső nélküli daráló
06
összefoglalás
A középső nélküli csiszolás egy nagy termelésű precíziós megmunkálási módszer a jelenlegi mechanikai feldolgozási módszerekben. Ez az őrlési módszer lehetővé teszi a munkadarab számára, hogy jó felületfeldolgozási minőséget, magas feldolgozási pontosságot és magas feldolgozási hatékonyságot kapjon. Széles körben használják a hosszú átmérőjű csapok, karcsú rudak és csövek feldolgozásában, és széles körben használják a csapágygyártás területén.
Az utóbbi években az én országom szerszámgépgyárak, amelyek középső nélküli darálókat termelnek, lépést tartottak az idő fejlődésével, és arra törekedtek, hogy javítsák a középső nélküli őrlők teljesítményét. Noha az új anyagok alkalmazásában, valamint az új technológiák kutatásában és fejlesztésében még mindig van bizonyos különbség az idegen fejlett középcsiszolókkal, az én országom központ nélküli daráló gyártóinak nehézségekkel szembesülnek, és arra törekszenek, hogy legyőzzék a technikai nehézségeket, ami az országom középpont nélküli daráló technológiájához vezetett, a nagysebességű, magas pontosságú, nagy hatékonyságú, környezeti védelem és intelligencia.

Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: CNC eszterga Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Minőségirányítási ...
Több
Kategória: Speciális szelep CNC daráló Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001: 2015 Min...
Több
Kategória: Centremez nélküli daráló Áttekintés: A társaság végrehajtja és végrehajtja a különféle rendszerkezelési követelményeket, ...
Több
Kategória: Szelep üres öntőberendezés Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001: 2015 Minő...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A vállalat elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
Kategória: Készítő kiegészítő termékek gyártása Termék áttekintése: A társaság elfogadta a különféle rendszerek, például az ISO9001:...
Több
 86-13584767515
86-13584767515
86-0515-89500828
 1. szám, ipari koncentrációs terület, Wulie Town, Dongtai City, Jiangsu tartomány
1. szám, ipari koncentrációs terület, Wulie Town, Dongtai City, Jiangsu tartomány
Termék


